Propriedades Gerais
As ligas 800H (UNS N08810) e 800HT (UNS N08811) são materiais de níquel-ferro-cromo com dupla certificação que resistem à oxidação, carburação e outras corrosão em alta temperatura. A composição química das duas ligas é idêntica à da liga 800 (UNS N08800), com exceção do nível mais alto de carbono presente em ambos os graus - (0,05–0,10%) na liga 800H e (0,06–0,10%) na liga 800HT. A liga 800HT também tem uma adição de até 1,0% de alumínio e titânio. Além das restrições químicas, ambas as ligas recebem um tratamento de recozimento de alta temperatura que produz um tamanho médio de grão ASTM 5 ou mais grosso. As composições químicas restritas, aliadas ao recozimento a altas temperaturas, garantem que esses materiais tenham maior resistência à fluência e à ruptura quando comparados à Liga 800.
A liga 800H tem boas propriedades de ruptura por fluência em temperaturas acima de 1100 ° F (600 ° C). Permanece dúctil durante o uso a longo prazo em temperaturas abaixo de 1290 ° F (700 ° C) devido a um teor máximo de titânio e alumínio de 0,7%. A liga 800 com recozimento padrão é recomendada para serviço abaixo de 1100 ° F (600 ° C). A liga 800H resiste a atmosferas redutoras, oxidantes e nitretantes, bem como atmosferas que alternam entre redução e oxidação. A liga permanece estável em serviço de alta temperatura a longo prazo.
A liga 800HT tem excelente resistência à fluência em temperaturas acima de 1290 ° F (700 ° C). Se a aplicação envolver excursões frequentes de temperatura abaixo de 1290 ° F (700 ° C) ou partes estiverem permanentemente expostas a uma temperatura abaixo de 1290 ° F (700 ° C), a liga 800H deve ser utilizada. A resistência a altas temperaturas da liga 800HT é comparável à liga 800H. Também permanece estável em serviço de alta temperatura a longo prazo.
Aplicativos
- Processamento Químico e Petroquímico - equipamento de processo para a produção de etileno, dicloreto de etileno, anidrido acético, cefeno, ácido nítrico e oxi-álcool
- Refino de petróleo - reformadores a vapor/hidrocarbonetos e unidades de hidrodesalquilação
- Geração de energia - superaquecedores a vapor e trocadores de calor de alta temperatura em reatores nucleares resfriados a gás, trocadores de calor e sistemas de tubulação em usinas a carvão
- Acessórios de processamento térmico - tubos radiantes, muflas, retortas e acessórios para fornos de tratamento térmico
Padrões
ASTM.................. B 409
ASME.................. SB 409
AMS................... 5871
% de peso (todos os valores são máximos, a menos que um intervalo seja indicado de outra forma)
|
Elemento
|
800H
|
800HT
|
|
Níquel
|
30,0 min.-35,0 máx.
|
30,0 min.-35,0 máx.
|
|
Cromo
|
19,0 min.-23,0 máx.
|
19,0 min.-23,0 máx.
|
|
Ferro
|
39.5
|
39.5
|
|
Carbono
|
0,05 min.-0,10 máx.
|
0,06 min.-0,10 máx.
|
|
Manganésio
|
1.50
|
1.50
|
|
Fósforo
|
0.045
|
0.045
|
|
Enxofre
|
0.015
|
0.015
|
|
Silício
|
1.0
|
1.0
|
|
Alumínio
|
0,15 min.-0,60 máx.
|
0,25 min.-0,60 máx.
|
|
Titânio
|
0,15 min.-0,60 máx.
|
0,25 min.-0,60 máx.
|
|
Alumínio & Titânio
|
0,30 min.-1,20 máx.
|
0,85 min.-1,20 máx.
|
Propriedades físicas
Densidade
0,287 libras/pol3
7,94 g/cm3
Calor específico
0,11 BTU/lb-°F (32-212°F)
460 J/kg-°K (0-100°C)
Módulo de elasticidade
28,5 x 106 libras por polegada quadrada
196,5 GPa
Condutividade térmica 200 ° F (100 ° C)
10,6 BTU/h/pé2/pés/°F
18,3 W/m-°K
Faixa de fusão
2475 – 2525°F
1357 – 1385°C
Resistividade elétrica
59,5 Microhm-in a 68 ° C
99 Microhm-cm a 20°C
|
Coeficiente médio de expansão térmica
Faixa de temperatura
|
|
°F
|
°C
|
em/em/°F
|
cm/cm°C
|
|
200
|
93
|
7,9 x 10-6
|
14,4 x 10-6
|
|
400
|
204
|
8,8 x 10-6
|
15,9 x 10-6
|
|
600
|
316
|
9,0 x 10-6
|
16,2 x 10-6
|
|
800
|
427
|
9,2 x 10-6
|
16,5 x 10-6
|
|
1000
|
538
|
9,4 x 10-6
|
16,8 x 10-6
|
|
1200
|
649
|
9,6 x 10-6
|
17,1 x 10-6
|
|
1400
|
760
|
9,9 x 10-6
|
17,5 x 10-6
|
|
1600
|
871
|
10,2 x 10-6
|
18,0 x 10-6
|
Valores típicos a 70 ° F (21 ° C)
|
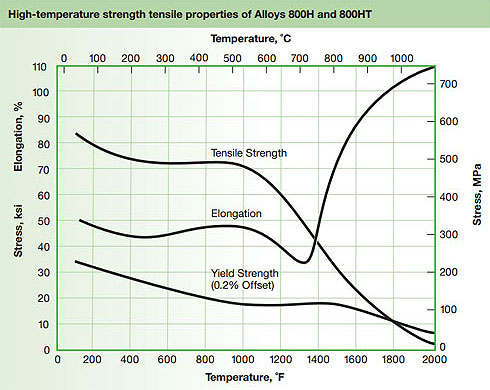
Força de rendimento
Deslocamento de 0,2%
|
Tração final
Força
|
Elongação
em 2 pol.
|
Dureza
|
|
Psi (Min.)
|
(MPa)
|
Psi (Min.)
|
(MPa)
|
% (min.)
|
(máx.)
|
|
29,000
|
200
|
77,000
|
531
|
52
|
126 Brinell
|
Propriedades de fluência e ruptura
O controle químico rigoroso e o tratamento térmico de recozimento da solução foram projetados para fornecer propriedades ideais de fluência e ruptura para as ligas 800H e 800HT. Os gráficos a seguir detalham as excelentes propriedades de fluência e ruptura dessas ligas.
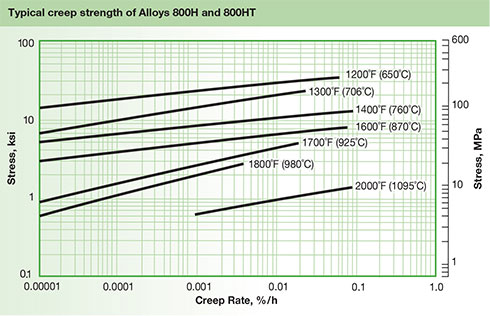
Valores representativos de resistência à ruptura para ligas 800H/800HT
|
Temperatura
|
10.000 h
|
30.000 h
|
50.000 h
|
100.000 h
|
|
°F
|
°C
|
Ksi
|
Mpa
|
Ksi
|
Mpa
|
Ksi
|
Mpa
|
Ksi
|
Mpa
|
|
1200
|
650
|
17.5
|
121
|
15.0
|
103
|
14.0
|
97
|
13.0
|
90
|
|
1300
|
705
|
11.0
|
76
|
9.5
|
66
|
8.8
|
61
|
8.0
|
55
|
|
1400
|
760
|
7.3
|
50
|
6.3
|
43
|
5.8
|
40
|
5.3
|
37
|
|
1500
|
815
|
5.2
|
36
|
4.4
|
30
|
4.1
|
28
|
3.7
|
26
|
|
1600
|
870
|
3.5
|
24
|
3.0
|
21
|
2.8
|
19
|
2.5
|
17
|
|
1700
|
925
|
1.9
|
13
|
1.6
|
11
|
1.4
|
10
|
1.2
|
8.3
|
|
1800
|
980
|
1.2
|
8.3
|
1.0
|
6.9
|
0.9
|
6.2
|
0.8
|
5.5
|
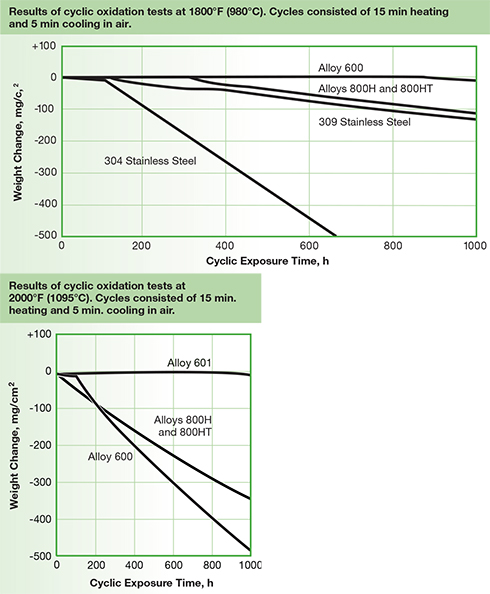
Resistência à oxidação
A combinação do alto teor de níquel e cromo nas ligas 800H e 800HT fornece excelentes propriedades de resistência à oxidação para ambas as ligas. Os resultados dos testes de oxidação cíclica a 1800 ° F (980 ° C) e 2000 ° F (1095 ° C) são mostrados abaixo.
Resistência à corrosão
O alto teor de níquel e cromo das ligas 800H e 800HT geralmente significa que elas terão resistência à corrosão aquosa muito semelhante. As ligas têm resistência à corrosão comparável ao 304 quando usadas em serviços nítricos e de ácidos orgânicos. As ligas não devem ser usadas no serviço de ácido sulfúrico. Eles estão sujeitos à precipitação de carboneto de cromo se estiverem em serviço para exposição prolongada na faixa de temperatura de 1000-1400 ° F (538-760 ° C).
Como as ligas 800H e 800HT foram desenvolvidas principalmente para resistência a altas temperaturas, os ambientes corrosivos aos quais esses graus são expostos normalmente envolvem reações de alta temperatura, como oxidação e carburação.
Dados de fabricação
As ligas 800H e 800HT podem ser facilmente soldadas e processadas por práticas padrão de fabricação em oficina. No entanto, devido à alta resistência das ligas, elas exigem equipamentos de processo de maior potência do que os aços inoxidáveis austeníticos padrão.
Conformação a quente
A faixa de temperatura de trabalho a quente para Alloy 800H e 800HT é de 1740 a 2190 ° F (950 a 1200 ° C) se a deformação for de 5% ou mais. Se o grau de deformação a quente for inferior a 5 por cento, recomenda-se uma faixa de temperatura de trabalho a quente entre 1560–1920°F (850–1050°C). Se a temperatura do metal de trabalho a quente cair abaixo da temperatura mínima de trabalho, a peça deve ser reaquecida. As ligas devem ser temperadas com água ou resfriadas a ar rápido na faixa de temperatura de 1000–1400°F (540–760°C). As ligas 800H e 800HT requerem recozimento em solução após o trabalho a quente para garantir a resistência e as propriedades ideais à fluência.
Conformação a frio
As ligas devem estar na condição recozida antes da conformação a frio. As taxas de endurecimento são mais altas do que os aços inoxidáveis austeníticos. Isso deve ser levado em consideração ao selecionar o equipamento de processo. Um tratamento térmico intermediário pode ser necessário com um alto grau de trabalho a frio ou com mais de 10% de deformação.
Soldagem
As ligas 800H e 800HT podem ser facilmente soldadas pela maioria dos processos padrão, incluindo GTAW (TIG), PLASMA, GMAW (MIG / MAG) e SMAW (MMA). O material deve estar na condição de solução recozida e livre de graxa, marcas ou incrustações. Um tratamento térmico pós-soldagem não é necessário. Escovar com uma escova de aço inoxidável após a soldagem removerá a tonalidade do calor e produzirá uma área de superfície que não requer decapagem adicional.
Usinagem
As ligas 800H e 800HT devem ser usinadas preferencialmente na condição recozida. Como as ligas são propensas a endurecimento, apenas baixas velocidades de corte devem ser usadas e a ferramenta de corte deve ser engatada o tempo todo. A profundidade de corte adequada é necessária para garantir que se evite o contato com a zona endurecida previamente formada.
