
Descrição dos produtos
A placa de liga de níquel C-276 (UNS N10276) é uma liga de níquel-molibdênio-cromo-ferro-tungstênio que está entre as ligas mais resistentes à corrosão atualmente disponíveis. O alto teor de molibdênio confere resistência à corrosão localizada, como corrosão. O baixo carbono minimiza a precipitação de carboneto durante a soldagem para manter a resistência ao ataque intergranular nas zonas afetadas pelo calor das juntas de soldagem.
A placa de liga de níquel da liga C-276 também tem boa resistência a altas temperaturas e resistência moderada à oxidação, embora a liga acabe formando precipitados fragilizados de alta temperatura.
Aplicativos
- Controle da poluição do ar - sistemas de dessulfurização de gases de combustão - revestimentos de chaminés, absorvedores, dutos, amortecedores, reaquecedores de gás de chaminé e ventiladores
- Processamento químico – trocadores de calor, vasos de pressão, tanques, evaporadores, tubulações, flanges e conexões, bombas e válvulas
- Produção de petróleo e gás – componentes de serviço de gás ácido
- Produção Farmacêutica – vasos de reatores, tubulações, flanges e conexões, bombas e válvulas
- Papel e Celulose – recipientes de branqueamento e digestores
- Tratamento de Resíduos – incineradores para resíduos tóxicos, industriais e municipais
- Processamento de minério
Padrões
ASTM.................. B 575ASME.................. SB 575
Propriedades Gerais
A liga C-276 (UNS N10276) é uma liga austenítica de níquel-molibdênio-cromo com uma pequena adição de tungstênio. Aqui estão alguns detalhes adicionais sobre a placa de liga de níquel Alloy C-276: A liga C-276 é altamente considerada por sua excelente resistência à corrosão em ambientes oxidantes e redutores. A combinação de alto teor de molibdênio e cromo, juntamente com a adição de tungstênio, oferece resistência excepcional a várias formas de corrosão, incluindo corrosão sob tensão por cloreto, corrosão por pites, corrosão em fendas e corrosão geral. A liga é adequada para uso em uma ampla gama de ambientes corrosivos encontrados em indústrias de processo. Temperatura de operação: A liga C-276 pode operar em atmosferas oxidantes a temperaturas de até 1900 ° F (1038 ° C). No entanto, pode não ser adequado para os ambientes mais fortemente oxidantes, como ácido nítrico quente e concentrado, devido ao seu teor insuficiente de cromo. Baixo teor de carbono: O baixo teor de carbono na liga C-276 permite que ela seja utilizada na condição de soldada, mantendo sua resistência à corrosão em estruturas soldadas. A liga não pode ser endurecida por tratamento térmico, mas pode ser endurecida por trabalho a frio. Possui uma taxa de endurecimento por trabalho mais alta em comparação com os aços inoxidáveis austeníticos, o que deve ser levado em consideração durante os processos de fabricação e conformação. Soldagem e Fabricação:
A liga C-276 pode ser facilmente soldada e processada usando práticas padrão de fabricação em oficina para aços inoxidáveis austeníticos e ligas à base de níquel. Técnicas comuns de soldagem, como TIG (gás inerte de tungstênio) e MIG (gás inerte de metal), podem ser empregadas
. A placa de liga de níquel C-276 é amplamente utilizada em indústrias como processamento químico, petroquímica, papel e celulose, tratamento de resíduos e produtos farmacêuticos, onde é necessária excelente resistência à corrosão. Ao usar a liga C-276, é importante considerar condições operacionais específicas e consultar engenheiros de materiais ou fabricantes de ligas para obter orientação precisa sobre sua adequação, fabricação e compatibilidade em aplicações e ambientes específicos.
Análise Química
% de peso (todos os valores são máximos, a menos que um intervalo seja indicado de outra forma)
|
|
|
|
|
|
Níquel |
Equilíbrio |
Manganésio |
1.0 |
|
Molibdénio |
15,0 min.-17,0 máx. |
Carbono |
0.01 |
|
Cromo |
14,5 min.-16,5 máx. |
Vanádio |
0.35 |
|
Ferro |
4,0 min.-7,0 máx. |
Fosforoso |
0.04 |
|
Tungsténio |
3,0 min.-4,5 máx. |
Enxofre |
0.03 |
|
Cobalto |
2.5 |
Silício |
0.08 |
Propriedades físicas
Densidade
0,321 libras/pol38,89 g/cm3
Calor específico
0,102 BTU/lb-°F (70°F)427 J/kg-°K (20°C)
Módulo de elasticidade
29,8 x 106 libras por polegada quadrada205.0 GPa
Condutividade térmica 212 ° F (100 ° C)
67 BTU/h/pés2/pés/°F9,8 W/m-°K
Faixa de fusão
2415 - 2500 ° F1325 – 1370°C
Resistividade elétrica
51 Microhm-in a 75°C1,30 Microhm-cm a 24°C
|
Coeficiente médio de expansão térmica |
|||
|
°F |
°C |
em/em/°F |
cm/cm°C |
|
200 |
93 |
6,8 x 10-6 |
12,24 x 10-6 |
|
400 |
204 |
7,0 x 10-6 |
12,60 x 10-6 |
|
600 |
316 |
7,2 x 10-6 |
12,96 x 10-6 |
|
800 |
427 |
7,4 x 10-6 |
13,32 x 10-6 |
|
1000 |
538 |
7,8 x 10-6 |
14,0 x 10-6 |
|
1200 |
649 |
8,2 x 10-6 |
14,8 x 10-6 |
|
1400 |
760 |
8,5 x 10-6 |
15,3 x 10-6 |
|
1600 |
871 |
8,8 x 10-6 |
15,8 x 10-6 |
|
1700 |
927 |
9,0 x 10-6 |
16,2 x 10-6 |
Propriedades mecânicas
Valores típicos a 68 ° F (20 ° C)
|
Força de rendimento |
Tração final |
Elongação |
Dureza |
||
|
Psi (Min.) |
(MPa) |
Psi (Min.) |
(MPa) |
% (min.) |
(máx.) |
|
41,000 |
283 |
100,000 |
690 |
40 |
100 Rockwell B |
Resistência à corrosão
A placa de liga de níquel C-276 é um dos principais materiais resistentes à corrosão que tem um desempenho excepcionalmente bom em ambientes oxidantes e redutores. Resiste à corrosão sob tensão de cloreto, corrosão, corrosão por pites, fendas e corrosão geral. A liga também é resistente à precipitação de carboneto durante a soldagem, permitindo que seja utilizada na condição de soldagem.
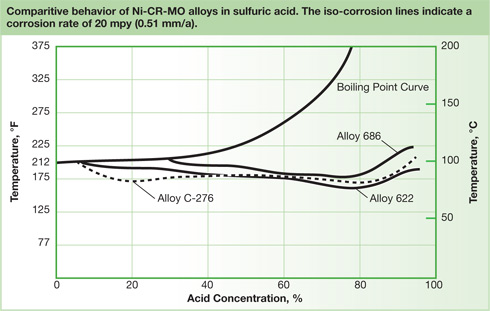
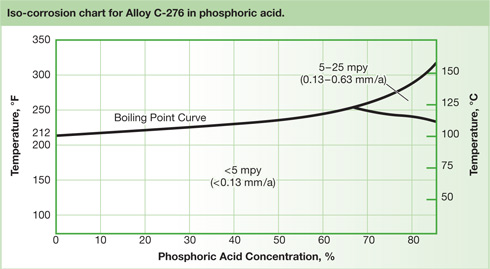
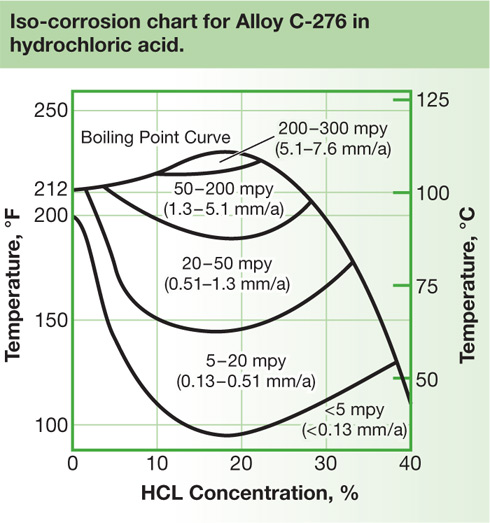
Em aplicações de processamento químico, a liga tem resistência excepcional aos ácidos sulfúrico, clorídrico, fórmico, acético e fosfórico. A placa de liga de níquel C-276 tem um bom desempenho em ambientes contendo cloretos ácidos, solventes e anidrido acético, a liga é um dos poucos graus que resiste a soluções úmidas de gás cloro, hipoclorito e dióxido de cloro.
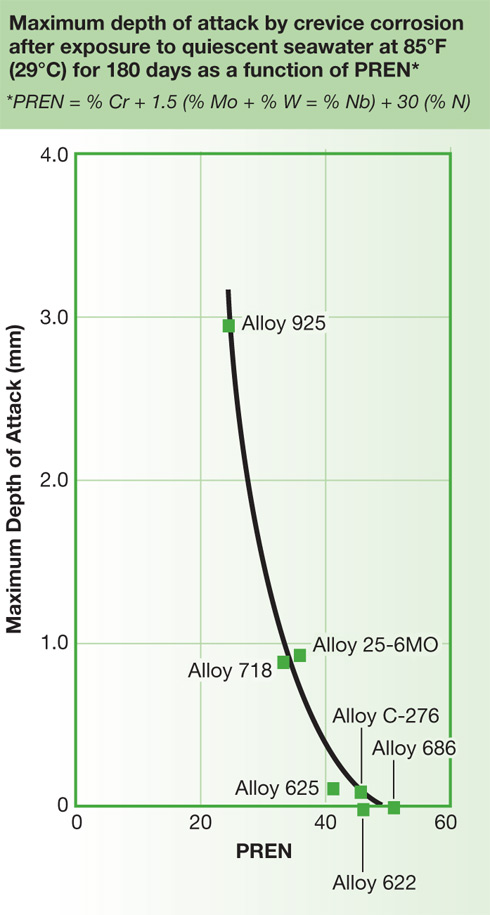
A placa de liga de níquel C-276 é altamente resistente a soluções concentradas de sais oxidantes, incluindo cloreto de ferro e cobre. Ele também tem um bom desempenho na água do mar, especialmente em condições de fenda, onde outras ligas usadas com frequência, como aço inoxidável, liga 400 e liga 625, falham.
As condições operacionais dos sistemas de dessulfurização de gases de combustão oferecem um ambiente desafiador para materiais resistentes à corrosão. Licores de purificação e condensados de gás geralmente contêm cloretos. Placa de liga de níquel C-276 A placa de liga de níquel demonstrou suportar níveis mais altos de cloreto do que outros graus antes do início da corrosão localizada nesses sistemas.
A placa de liga de níquel C-276 é amplamente utilizada na recuperação e processamento de gás natural azedo que contém sulfeto de hidrogênio junto com dióxido de carbono e cloretos. Os aços carbono e ligas não podem suportar esse ambiente corrosivo. Eles estão sujeitos a falhas por rachaduras por estresse de sulfeto ou rachaduras por corrosão sob tensão. A rica química da placa de liga de níquel Alloy C-276 a torna resistente a ambientes ácidos, mesmo em altas temperaturas em poços profundos.
Duração do teste, 36 horas. Temperatura 932-1112 ° F (500-600 ° C)
|
MATERIAL |
Taxa de corrosão, mpy (mm/a) |
Comentários |
|
Liga C-276 |
0.3 (0.01) |
Filme de manchas iridescentes |
|
Liga 600 |
0.7 (0.02) |
Filme de manchas iridescentes |
|
Níquel 200 |
9 (0.23) |
Filme preto |
|
Níquel 201 |
14 (0.36) |
Filme preto |
|
Liga 400 |
13 (0.33) |
Filme escuro aderente |
|
Liga K-500 |
16 (0.41) |
Filme escuro aderente |
|
70/30 de cobre-níquel |
16 (0.41) |
Filme escuro aderente |
* 7 lb HF por hora a 4 psig foram passados através de um forno de laboratório para hidrofluoração de óxidos metálicos
Resistência à corrosão de ligas de níquel em quatro ensaios de 24 horas em ebulição de ácido acético
|
Liga |
Ni |
Cr |
Mo |
W |
Nb |
N |
PREN |
|
Aço inoxidável 316 |
12 |
17 |
2.2 |
— |
— |
— |
20.4 |
|
317 Aço Inoxidável |
13 |
18 |
3.8 |
— |
— |
— |
23.7 |
|
Liga 825 |
42 |
21.5 |
3 |
— |
— |
— |
26.0 |
|
Liga G-3 |
44 |
22 |
7 |
— |
— |
— |
32.5 |
|
Liga 25-6MO |
25 |
20 |
6.5 |
— |
— |
0.20 |
35.8 |
|
Liga 625 |
62 |
22 |
9 |
— |
3.5 |
— |
40.8 |
|
Liga C-276 |
58 |
16 |
16 |
3.5 |
— |
— |
45.2 |
|
Liga 622 |
60 |
20.5 |
14 |
3.5 |
— |
— |
46.8 |
|
Liga 686 |
58 |
20.5 |
16.3 |
3.5 |
— |
— |
50.8 |
(Pren) = %CR + 1,5 (%Mo + %W + %Nb) + 30 (%N)
Ataque máximo de corrosão ou fenda, mils (MM), em pasta de depurador FGD
|
Liga |
Espremer |
Absorvedor |
Absorvedor |
Tomada |
Contornar |
|
Aço inoxidável 316L |
22 (0.56) |
21 (0.53) |
35 (0,89)b |
35 (0,89)b |
12 (0.30) |
|
317LM Aço Inoxidável |
20 (0.51) |
22 (0.56) |
29 (0.74) |
33 (0.84) |
29 (0.74) |
|
Liga 825 |
15 (0.38) |
33 (0.84) |
39 (0.99) |
50 (1,27)b |
10 (0.25) |
|
Liga 625 |
<2 (<0,05) |
10 (0.25) |
11 (0.28) |
7 (0.18) |
nada |
|
Liga C-276 |
nada |
nada |
<2 (<0,05) |
nada |
nada |
uma exposição de 6 meses a 126 ° F (62 ° C), pH 5,5, 5000 ppm de cloretos
b Perfurado.
Dados de fabricação
A placa de liga de níquel C-276 pode ser facilmente soldada e processada utilizando práticas padrão de fabricação de oficina para aços inoxidáveis austeníticos e ligas à base de níquel.
Conformação a quente
A faixa de temperatura de trabalho a quente para a placa de liga de níquel Alloy C-276 é de 1600 a 2250 ° F (870 a 1230 ° C). A liga deve ser temperada com água após o trabalho a quente. O tratamento térmico é recomendado após o trabalho a quente para garantir a máxima resistência à corrosão.
Conformação a frio
A placa de liga de níquel C-276 deve estar na condição recozida para trabalho a frio. A liga tem uma taxa de endurecimento mais alta do que os aços inoxidáveis austeníticos, o que deve ser levado em consideração. Um recozimento em processo pode ser necessário com um alto grau de trabalho a frio. Se a liga sofrer uma deformação superior a 15% durante o trabalho a frio, pode ser necessário um recozimento da solução.
Soldagem
A placa de liga de níquel C-276 pode ser facilmente soldada pela maioria dos processos padrão, incluindo GTAW (TIG), PLASMA, GMAW (MIG / MAG) e SMAW (MMA). Um tratamento térmico pós-soldagem não é necessário. Escovar com uma escova de aço inoxidável após a soldagem removerá a tonalidade do calor e produzirá uma área de superfície que não requer decapagem adicional.
Usinagem
A placa de liga de níquel C-276 deve ser usinada preferencialmente na condição recozida. Como a placa de liga de níquel Alloy C-276 é propensa a endurecimento, apenas baixas velocidades de corte devem ser usadas e a ferramenta de corte deve ser engatada o tempo todo. A profundidade de corte adequada é necessária para garantir que se evite o contato com a zona endurecida previamente formada.